Retain Ring Flange
Retain Ring Flange
Retain Ring Flange is used for heavy wall pipes (for Sch.160 pipes) and has a machined butt end face, along with an annular groove on the outside diameter. It is normally used for very high pressures and larger pipe sizes.
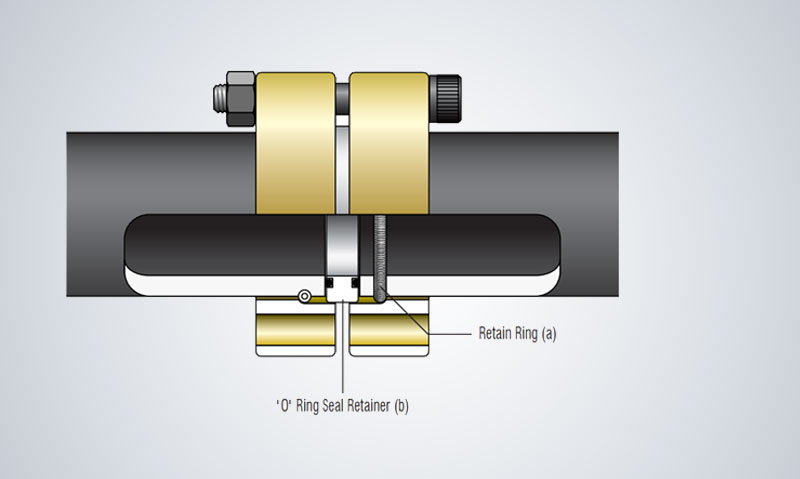
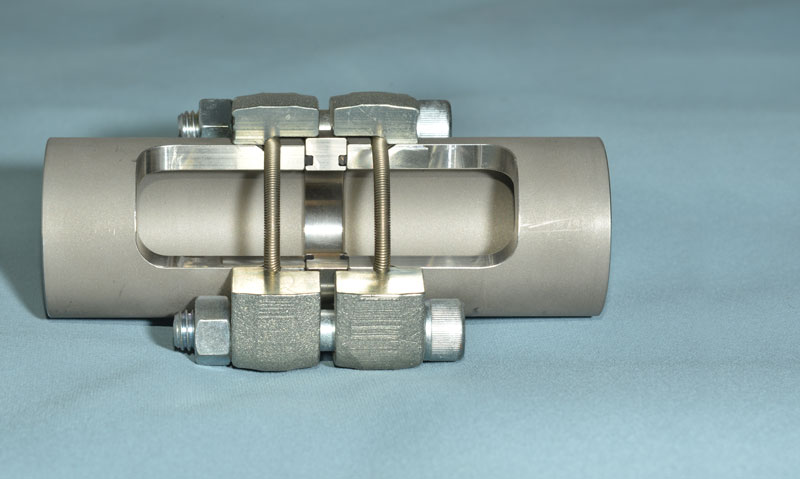
After machining or pipe grooving, the flange is slipped onto the pipe and a retain ring (which consists of a segmented stainless steel ring bound by a spiral wound stainless steel spring) is sprung over the pipe’s outside diameter nesting in the annular groove.
The flanges can be rotated prior to bolting thus eliminating the need to be concerned about the axis of the pipe on which the fitter aligns the flange holes. At times, it also allows the flange cap screws to be installed in more confined spaces. Learn more on how pipe is grooved.
Retain Ring Flange system is used for pipe sizes ranging from 1-1/2” through 10” are available for use with pressures up to 6000 psi. The standard connection styles offered conform to SAE Cd 61 (ISO 6162 -1), SAE Cd 62 (ISO 6162-2), ISO 6164 4-bolt flanges along with TMI® 8-bolt, 9-bolt proprietary flanges. Other flange patterns may also be available. TMI has in-house developed portable Pipe Grooving Machine to meet the required standard of grooving needed for retain ring flange system. Grooving machine operator needs basic training to operate the equipment which will be provided by our installation team. Learn more about the grooving machine.
Retain Ring Flange System is extensively used in Hydraulic Applications in many industries.
Please refer to its applications in
Please refer to the Retain Ring Flange System Applications in Thrusters
Retain Ring Flange system is used for pipe sizes ranging from 1-1/2” through 10” are available for use with pressures up to 6000 psi. The standard connection styles offered conform to SAE Cd 61 (ISO 6162 -1), SAE Cd 62 (ISO 6162-2), ISO 6164 4-bolt flanges along with TMI® 8-bolt, 9-bolt proprietary flanges. Other flange patterns may also be available. TMI has in-house developed portable Pipe Grooving Machine to meet the required standard of grooving needed for retain ring flange system. Grooving machine operator needs basic training to operate the equipment which will be provided by our installation team. Learn more about the grooving machine.
Retain Ring Flange System is extensively used in Hydraulic Applications in many industries.
Please refer to its applications in
- Automotive Testing
- Locomotive Testing
- Aerospace Testing
- Seismic Testing
- Shipbuilding
- Wind Turbine Testing
- Offshore
Please refer to the Retain Ring Flange System Applications in Thrusters
Retain Ring Flange has the following certifications and approvals:
Instructions to install a Retain Ring Flange Connection

Step 1
Pipe supplied with butt end machined along with an annular groove on the outside diameter using a grooving machine.

Step 2
Slip flange onto the pipe.

Step 3
Retain ring is sprung over the pipe’s outside diameter nesting in the annular groove.

Step 4
Select the correct 'o' ring seal retainer style from the catalogue. The 'o' ring provides a seal against the butt end of the pipe.

Step 5
Select the required bolting hardware from Section R of this catalogue. Carefully place the ‘o’ ring seal retainer in between the pipe ends. Slide the flanges forward and the ‘o’ ring seal retainer becomes captive within the flanges.

Step 6
Tighten bolts to the torque values specified. Always tighten bolts in a cross-over sequence and ensure that the flanges are parallel.
Alternatively send us an email to [email protected] to avail physical copy of the Catalogue.